激光钎焊是利用激光作为热源,施行的软钎焊与硬钎焊的统称,是一种高精度、高自动化、高柔性的焊接工艺,同样具有激光熔焊的优点,连接可靠、全连通率高、热影响小。
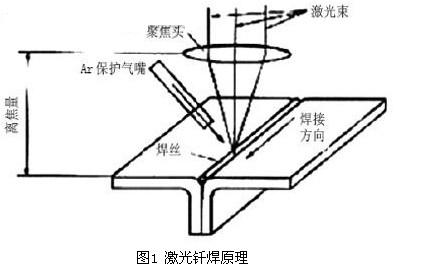
激光发生器发出的激光束聚焦在焊丝表面上加热,使焊丝受热熔化(母材未熔化)润湿母材,填充接头间隙,与母材结合,形成焊缝(原理见图1),实现良好的连接。
1、由于是局部加热,元件不易产生热损伤,热影响区小,因此可在热敏元件附近施行软钎焊。
2、用非接触加热,熔化带宽,不需要任何辅助工具,可在双面印刷电路板上双面元件装备后加工。
3、重复操作稳定性好。焊剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高。
4、激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊。
5、激光钎焊多用波长1.06um的激光作为热源,可用光纤传输,因此可在常规方式不易焊接的部位进行加工,灵活性好。
6、聚焦性好,易于实现多工位装置的自动化。
影响激光钎焊的焊接参数主要有:光斑直径、激光功率、送丝速度和焊接速度。
(1)光斑直径
光斑的直径对钎料的铺展影响较大。光斑直径过小,激光集中在钎料上,对母材的加热不足,钎料在母材上铺展时冷却过快,使钎料不易铺展;光斑直径过大,如果激光功率不够则无法及时熔化焊丝,如果激光功率足够则会严重烧损母材。对于卷对接接头,光斑直径与焊缝宽度(填充面宽度)基本一致时,钎料的铺展较充分。
(2)激光功率
焊丝熔化的速度取决于激光能量的大小,即激光功率。当激光功率不足时,焊丝熔化速度慢,铺展不充分,且作业时间长,生产效率低;当激光功率过大时,焊丝熔化速度快,如果送丝速度跟不上,则焊缝的铺展会间断。激光功率的值受设备限制,调节激光功率的大小主要考虑其与焊接速度及送丝速度的匹配。
(3)焊接速度和送丝速度
焊接速度决定作业时间的长短和生产效率的高低,所以应根据设备可提供的激光功率的大小选择适当的焊接速度以提高生产效率。通常焊接速度越快,生产效率越高,但对于半径较小的圆弧段焊缝或过渡段焊缝,过快的焊接速度产生的离心力将会阻碍熔融钎料的铺展,使焊接过程不稳定。选定了焊接速度(其值由机器人的性能决定)之后,需根据焊缝填充量的多少来匹配适当的送丝速度。送丝速度过快,焊缝表面会出现钎料的堆积,影响外观质量,送丝速度过慢则会使焊缝表面的出现下陷,过少的填充量会影响焊缝的焊接强度。当然,送丝速度的调节也需要同时考虑激光功率的大小。
1、具有合适的熔点
2、具有良好的润湿性
3、具有稳定和均匀的成分
4、与母材的扩散作用可保证形成牢固的结合
5、适应激光热源性质和工艺要求
6、所得接头能满足产品技术性能,如抗疲劳和导电性
7、使用经济性好
维库电子通,电子知识,一查百通!
已收录词条937245个