冷弧焊是一种新型的熔化极气体保护电弧焊方法。该方法通过对焊接过程中电弧电压和电流进行精确的控制和调节,使电弧稳定,同时又能显着地降低电弧能量,满足超薄的镀锌板以及轻型铝合金材料的焊接。
德国 EWM 公司不久前推出的 coldArc---“冷弧焊”方法,其目的是为了降低短弧焊过程 中电弧重燃时出现的局部能量高峰。“冷弧焊”也是一种短弧焊接过程,有周期性的短路阶段 和燃弧阶段。图 2 是“冷弧焊”过程中电压和电流在一个短路周期里的变化。其电压的变化与 传统的短弧焊电压变化一致。 在焊接过程中, 该电压的变化被不间断地反馈给焊机的控制系 统,焊机中的数字信号处理器(DSP)根据反馈的电压信息对电流进行快速的调节,在电弧即 将重新燃烧的瞬间,以不到 1s 的时间快速地将电流降下来,使电弧在非常平稳的状态下 重新燃烧。
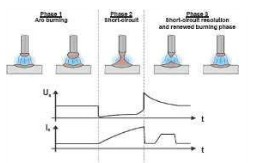
图 2“冷弧焊”时熔滴短路过渡及相应的电压、电流变化示意图
弧重燃后,为了使焊丝的端头形成新的熔滴,又需要较高的电弧能量,因此在电弧重燃后, 给出一小的脉冲电流,以确保焊丝端头熔滴的形成。随后再将电流降到很低的状态,使熔滴 不再长大。此后又开始了下一个短路过渡周期。“冷弧焊”通过控制短路过渡时的电弧能量, 使每次过渡的熔滴大小均匀, 因此焊缝成形均匀。 同时又将焊接过程中电弧的能量降至。 图 3 是传统短弧焊和“冷弧焊”在电弧重燃时电弧能量的比较。“冷弧焊”的能量显着低于短弧 焊,特别是在电弧重新燃烧的瞬间,“冷弧焊”的能量大幅度地降低。
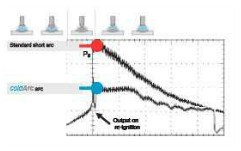
图 3 电弧重燃时短弧焊电弧能量和“冷弧焊”电弧能量比较
“冷弧焊”焊接方法完全是通过焊接电源内的电气控制系统来实现的。要求对电源的输出控制更为精确、快速和有效。图5是“冷弧焊”数字化控制逆变电源。电源对送丝机构和焊枪并无特别要求,常规的熔化极气保焊送丝机构和焊枪可直接用于“冷弧焊”焊接。这种方法即可用于全自动化焊接,也可用于手工半自动焊接。

维库电子通,电子知识,一查百通!
已收录词条937245个


