弹簧管压力表,又可以称作布尔登表,是一种以弹簧管作为灵敏部件来测量气体压力的仪表,属于就地指示型压力表,主要用来测量无爆炸,不结晶,不凝固,对铜和铜合金无腐蚀作用的液体、气体或蒸汽的压力。
弹簧管式压力表其结构主要由弹簧管、传动机构、 指示机构和表壳等四大部分组成, 见图 2。
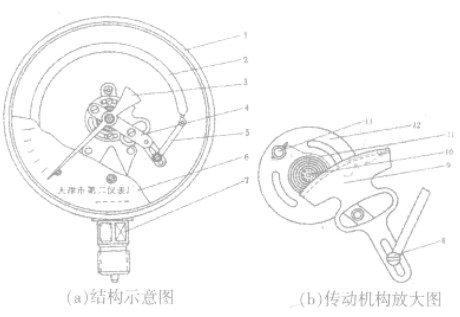
1—机座; 2—弹簧管; 3—指针; 4—上夹板; 5—连杆; 6—表盘;
7—接头; 8—活节螺丝; 9—扇形齿轮; 10—中心齿轮; 11—游丝;
12—下夹板; 13—支柱
弹簧管:管内压力变化使管子自由端产生位移,带动传动机构动作,管内压力与自由端位移成线性关系。
传动机构(机芯) : 由扇形齿轮、 中心齿轮、 游丝等组成。主要作用是将弹簧管自由端微量位移进行放大, 并把直线位移转变为指针的角位移。
指示机构: 由指针、 刻度盘等, 主要作用是将弹簧管的弹性变形量通过指针转动指示出来, 从而在刻度盘上读取直接指示的压力值。
表壳(机座) : 主要是固定和保护上述三部分的零件。
如图2所示,弹簧管2与接头7相通,另一端是密封的,可以自由活动。当压力从接头7引入弹簧管后,管内压力变化引起管内压力变化,使自由端产生位移。此位移量通过连杆5、 扇形齿轮 9 和中心齿轮 10所组成的传动机构转变成中心齿轮轴的转动, 从而带动指针3转动,于是就可以从表盘6上读出压力值。
中心齿轮 10 下端装有游丝 11。游丝一头 (里头)固定在中心齿轮轴上, 另一头(外头)固定在上、下两夹板 4 和 12 间支柱 13 处, 游丝的作用是起消除中心齿轮与扇形齿轮啮合时的间隙及被测压力消除后帮助指针回到零位。拉杆 5 与扇形齿轮 9 是靠活节螺丝 8 连接。移动活节螺丝的固定位置可以改变传动机构的传动比。 弹簧管在承受压力时, 其自由端的角位移一般有 5~ 20° 。
弹簧管压力表分为弹簧管耐震压力表,弹簧管膜盒压力表,弹簧管隔膜压力表,不锈钢弹簧管压力表,弹簧管电接点压力表等等。
1 非线性误差的分析与调修
在压力表检定中经常会遇到其示值误差为非线性, 其产生原因很多。如机芯安装不正、 分度盘偏斜、指针轴与弹簧管圆弧中心或分度盘孔中心不同心等都可能造成示值误差非线性。 主要原因往往是由于压力表的中心齿轮在受压过程中的转角大于或小于分度盘上的标度角。 实质是压力表的放大比例不能满足要求,从而出现非线性误差。调整的方法主要是靠变更连杆与扇形齿轮间的夹角来改变中心齿轮在受压过程中的转角与分度盘上的标度角使之相协调。 具体措施为示值从正误差向负误差方向变化的压力表, 即先快后慢, 则可以顺时针转动机芯或将弹簧管的自由端向外移, 以加大连杆与扇形齿轮间的夹角, 从而达到改变示值误差方向的目的。反之则相反。
1.1 当压力表在中间刻度两侧示值误差变化的快慢不同时
调整时可以从中间刻度位置起针, 起针后对压力表增、 减一个相同的压力值, 要求指针相对于中间刻度左、右两侧偏转的角度相对称并与中间刻度左右相邻的两个数字刻度相对准, 否则要改变连杆与扇形齿轮间的夹角来调整。
1.2 当压力表的指针在前半部分走得慢、后半部分走得快时
主要原因是放大比例不够, 调整时应减小连杆与扇形齿轮间夹角, 使指针在前半部分走得快, 在后半部分走得慢, 从而使压力表的放大比例符合使用要求, 即当增压到测量上限的一半时, 连杆与扇形齿轮的夹角约等于 90° , 一般均能解决这类问题。反之则使指针在前半部分走得慢, 在后半部分走得快。
1.3 经过上述调整若出现示值误差都为正或都为负时
这时说明压力表的放大比例已达到要求, 而传动比例则发生了变化。 这时, 应根据具体情况调整示值调节螺钉的位置来改变传动机构的传动比以达到压力表的使用要求。
2 轻敲位移的产生原因分析及调修
弹簧管压力表在使用中, 由于震动、 磨损、 灰尘、油污等多种原因造成的机芯内部紧固螺钉松动、 位置变动、 游丝散乱、 齿轮磨损、 损坏, 使我们在对其进行检定过程中, 经常会遇到示值轻敲位移超差现象。
示值轻敲位移一般可分为几种: 前小后大(或前没有后有)、 前大后小(或前有后没有)、 两端没有中间有(或两端有中间没有)等。 现将其调修方法简介如下:
2.1 示值轻敲位移前小后大的调修
当压力表随着压力值的增大, 示值轻敲位移从小变大或从没有到有时, 取下表针、 表盘, 用手轻轻地扳一扳弹簧管, 确定升压时游丝是放松或是紧缩,如果是紧缩, 说明游丝张力太大, 这时可打开上夹板的固定螺钉, 使游丝稍微放松, 以减小游丝张力, 这样可使示值轻敲位移变小或消失; 相反, 如果升压时游丝是放松, 说明游丝太松, 可使游丝稍微紧缩以增大游丝的张力, 可减小或消除示值轻敲位移。
2.2 示值轻敲位移前大后小的调修
这种情况与上述情况正好相反, 可按照与上述同样的方法向相反方向调整游丝的松紧即可减小或消除示值轻敲位移。
2.3 示值轻敲位移两端没有中间有或者在某一点有的调修
这种情况, 没有规律性, 造成的原因可能是游丝乱圈(或粘连)、 机芯内有灰尘、 油污、 齿轮磨损等, 可通过平整游丝、用小软毛刷蘸些汽油轻轻清除机芯内及游丝所沾油污, 使游丝不粘连或更换零件等方法达到调修的目的。
通过以上的调修方法一般可以减小或消除示值轻敲位移, 从而保证弹簧管压力表检定工作质量。
维库电子通,电子知识,一查百通!
已收录词条937245个


