利用精密齿条齿轮机构制成的表式通用长度测量工具。通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。百分表是美国的B.C.艾姆斯于1890年制成的。常用于形状和位置误差以及小位移的长度测量。百分表的圆表盘上印制有100 个等分刻度,即每一分度值相当于量杆移动0.01毫米。若在圆表盘上印制有200个或 100个等分刻度 ,则每一分度值为0.001毫米或0.002毫米 ,这种测量工具即称为千分表。改变测头形状并配以相应的支架,可制成百分表的变形品种,如厚度百分表、深度百分表和内径百分表等。如用杠杆代替齿条可制成杠杆百分表和杠杆千分表,其示值范围较小,但灵敏度较高。此外,它们的测头可在一定角度内转动,能适应不同方向的测量,结构紧凑。它们适用于测量普通百分表难以测量的外圆、小孔和沟槽等的形状和位置误差。
百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出数值,主要用于测量形状和位置误差,也可用于机床上安装工件时的精密找正。百分表的读数准确度为0.01mm。百分表的结构原理如图1所示。当测量杆1向上或向下移动1mm时,通过齿轮传动系统带动大指针5转一圈,小指针7转一格。刻度盘在圆周上有100个等分格,各格的读数值为0.01mm。小指针每格读数为l rnm。测量时指针读数的变动量即为尺寸变化量。刻度盘可以转动,以便测量时大指针对准零刻线。
图1百分表及传动原理
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
(1)百分表的使用 百分表常装在表架上使用,如图2所示。
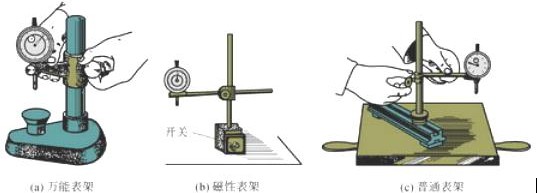
图2百分表表架
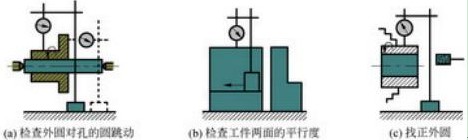
图3百分表应用举例
6)百分表不用时,应使测量杆处于自由状态,以免使表内弹簧失效。
百分表可用来精确测量零件圆度、圆跳动、平面度、平行度和直线度等形位误差,也可用来找正工件,如图3所示。
(2)注意事项
1)使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
2)使用时,必须把百分表固定在可靠的夹持架上。切不可贪图省事,随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
3)测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙度或有显着凹凸不平的工作。
4)测量平面时,百分表的测量杆要与平面垂直,测量圆柱形工件时,测量杆要与工件的中心线垂直,否则,将使测量杆活动不灵或测量结果不准确。
5)为方便读数,在测量前一般都让大指针指到刻度盘的零位。
由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验。百分表和千分表按其制造精度,可分为0级、1级、2级三种,0级精度较高。使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的精度等级和测量范围。
使用百分表和千分表时,必须注意以下几点;
1、使用前,应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
2、使用百分表或千分表时,必须把它固定在可靠的夹持架上(如固定在表架或磁性表座上,图1所示),夹持架要安放平稳,免使测量结果不准确或摔坏百分表。
用夹持百分表的套筒来固定百分表时,夹紧力不要过大,以免因套筒变形而使测量杆活动不灵活。

图1 安装在专用夹持架上的百分表
3、用百分表或千分表测量零件时,测量杆必须垂直于被测量表面。图2所示。即使测量杆的轴线与被测量尺寸的方向一致,否则将使测量杆活动不灵活或使测量结果不准确。
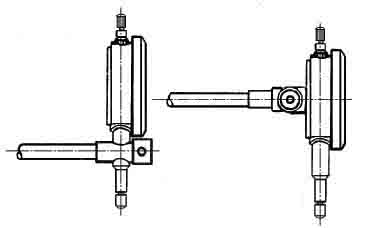
图2 百分表安装方法
4、测量时,不要使测量杆的行程超过它的测量范围;不要使测量头突然撞在零件上;不要使百分表和千分表受到剧烈的振动和撞击,亦不要把零件强迫推入测量头下,免得损坏百分表和千分表的机件而失去精度。因此,用百分表测量表面粗糙或有显着凹凸不平的零件是错误的。
5、用百分表校正或测量零件时,如图3所示。应当使测量杆有一定的初始测力。即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量(千分表可小一点,有0.1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变。当指针的零位稳定后,再开始测量或校正零件的工作。如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,就是零件安装的偏差数值。
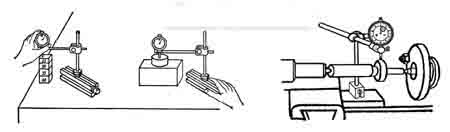
图3 百分表尺寸校正与检验方法
6、检查工件平整度或平行度时,如图4所示。将工件放在平台上,使测量头与工件表面接触,调整指针使摆动,然后把刻度盘零位对准指针,跟着慢慢地移动表座或工件,当指针顺时针摆动时,说明了工件偏高,反时针摆动,则说明了工件偏低了。
工件放在V形铁上、 工件放在专用检架上
图4 轴类零件圆度、圆柱度及跳动
当进行轴测的时候,就是以指针摆动数字为读数(点),测量孔的时候,就是以指针摆动最小数字(点)为读数。
检验工件的偏心度时,如果偏心距较小,可按图5所示方法测量偏心距,把被测轴装在两之间,使百分表的测量头接触在偏心部位上(点),用手转动轴,百分表上指示出的数字和最小数字(点)之差的二分之一就等于偏心距的实际尺寸。偏心套的偏心距也可用上述方法来测量,但必须将偏心套装在心轴上进行测量。
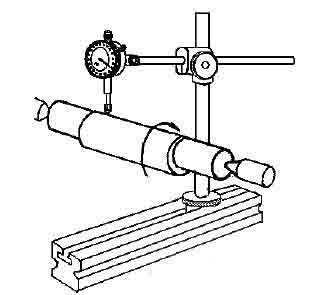
图5 在两上测量偏心距的方法
偏心距较大的工件,因受到百分表测量范围的限制,就不能用上述方法测量。这时可用如图6所示的间接测量偏心距的方法。测量时,把V形铁放在平板上,并把工件放在V形铁中,转动偏心轴,用百分表测量出偏心轴的点,找出点后,工件固定不动。再用百分表水平移动,测出偏心轴外圆到基准外圆之间的距离a,然后用下式计算出偏心距e:

式中e--偏心距(mm);D--基准轴外径(mm);d--偏心轴直径(mm);a--基准轴外圆到偏心轴外圆之间最小距离(mm)。
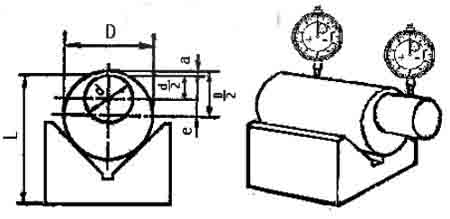
图6 偏心距的间接测量方法
用上述方法,必须把基准轴直径和偏心轴直径用百分尺测量出正确的实际尺寸,否则计算时会产生误差。
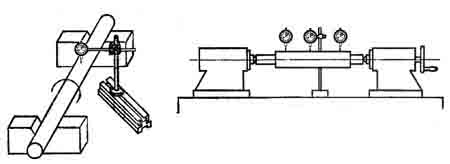
7、检验车床主轴轴线对刀架移动平行度时,在主轴锥孔中插入一检验棒,把百分表固定在刀架上,使百分表测头触及检验棒表面,图7所示。移动刀架,分别对侧母线A 和上母线B 进行检验,记录百分表读数的差值。为消除检验棒轴线与旋转轴线不重合对测量的影响,必须旋转主轴180?,再同样检验一次A、B的误差分别计算,两次测量结果的代数和之半就是主轴轴线对刀架移动的平行度误差。要求水平面内的平行度允差只许向前偏,即检验棒前端偏向操作者;垂直平面内的平行度允差只许向上偏。
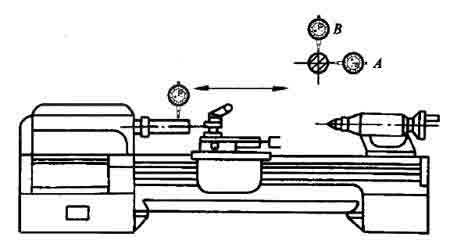
A 侧母线位置 B 上母线位置
图7 主轴轴线对刀架移动的平行度检验
8、检验刀架移动在水平面内直线度时,将百分表固定在刀架上,使其测头顶在主轴和尾座间的检验棒侧母线上(图8位置A),调整尾座,使百分表在检验棒两端的读数相等。然后移动刀架,在全行程上检验。百分表在全行程上读数的代数差值,就是水平面内的直线度误差。
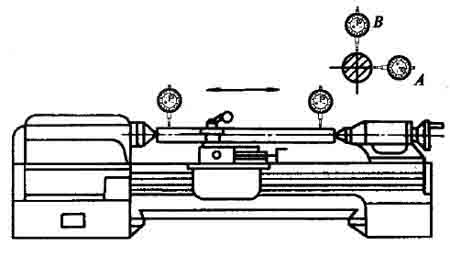
图8 刀架移动在水平面内的直线度检验
9、在使用百分表和千分表的过程中,要严格防止水、油和灰尘渗入表内,测量杆上也不要加油,免得粘有灰尘的油污进入表内,影响表的灵活性。
10、百分表和千分表不使用时,应使测量杆处于自由状态,免使表内的弹簧失效。如内径百分表上的百分表,不使用时,应拆下来保存。
维库电子通,电子知识,一查百通!
已收录词条937245个


