高频焊接就是利用集肤效应和邻近效应来进行钢管的焊接的,是将钢板和其它金属材料对接起来的新型焊接工艺。它起源于上世纪五十年代,技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,是直缝焊管(ERW)生产的关键工序。
高频焊(high-frequency welding) 利用流经焊件连接面的高频电流所产生的电阻热作为热源,使焊件待焊区表层被加热到熔化或塑性状态,同时通过施加(或不加)顶锻力,使焊件达到金属间结合的一种焊接方法。 高频焊的基础在于它应用了高频电流的两大效应:集肤效应和邻近效应。 高频焊原理——借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围。当要求高频电流集中于焊件的某一部位时,只要将导体与焊件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要运用集肤效应和邻近效应,使焊件待焊处的表层金属得以快速加热而实现焊接。 高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。
一、集肤效应:
高频电流仅沿导体表面层流动的性质,这是由于导体内部磁场的作用而产生, 在导体内和导体周围形成的磁力线,是一些位于导体截面上的同心圆。假设导体是一些单独的细线 组成,则作用到离中心较近的那些细线上的磁力线要比作用到外面的多,也就是里层的细线比外层 的细线具有更大的电感。里层所具有的感抗比外层的大,于是导体中的电流分布将是外面多而中心 少,从而产生集肤效应。
二、邻近效应:
两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两个导体 相邻近的一面(当导体里的电流方向相反时)或相距较远的一面(当导体里的电流方向相同时)流 动的性质,导体之间相距愈近则邻近效应愈强。另外,临近效应强弱还受导体尺寸与电流渗透深度 (是指导体表面到电流密度减小到表面电流密度 1/2.71 处的距离)之比的影响。对于平板汇流条来 说,其厚度的一半与渗透深度之比愈大,邻近效应愈强。在此值很大的情况下,全部电流将集中到 一个面上(由电流方向决定)汇流条其余部分就没有电流。假如,在离开通有高频电流的导体若干 距离的地方,放一些金属零件,那么由于导体四周所产生的交变磁场的作用,另件中就会感应出涡 流来,二者的电流方向在任一瞬间都是相反的,并且都集中在导体和另件邻近的面上。这种现象叫做邻近效应。
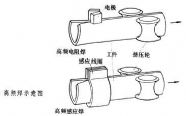
高频焊管是电阻焊管的一种。高频电流的频率大多在 200—450 千赫。高频焊管是利用接触焊或感应焊的方法,使管筒边缘产生高频电流,利用高频电流特有的集肤效应和邻近效应,使电 流高度集中在管筒边缘的焊合面上,依靠金属自身的电阻,将边缘迅速加热至焊接温度,在挤压辊 的挤压下完成压力焊接。
高频焊管设备分为电子管振荡高频、全固态感应加热高频。原理框图如下:
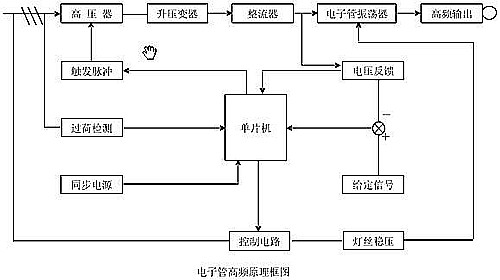
针对焊接工艺的技术难度,对高频电源有以下要求:
①使用较高的频率,使得焊缝热影响区窄和管内壁电流减小。
②要求焊缝的功率密度大,焊速越快,焊缝质量越好。
③电子管阳极直流电压要求稳定平滑,其脉动系数要求达到1%左右。
维库电子通,电子知识,一查百通!
已收录词条937245个