螺柱焊机是把金属螺柱或类似零件的整个端面焊于工件上的焊机。一般将螺柱焊机分为储能式螺柱焊机和拉弧式螺柱焊机两大类。它的产生和发展仅仅经历了几十年的过程,螺柱焊具有全截面焊接、标准化作业、效率高和质量可靠等优点。随着该工艺不断的发展已经在工业领域中得到广泛应用。
1. 电容储能式螺柱焊机(主要针对薄板和φ10以下螺柱)。
2. 拉弧式螺柱焊机(主要针对厚板,焊接螺柱直径φ3-φ25)。
3. 全自动、半自动螺柱焊机(主要针对高精度、快速、严要求的螺柱焊接系统)。
螺柱焊机在焊接时应用先进的微处理技术,对焊接时序、储能电容释放能量大小进行了控制,并且对工件状态进行必要的监控,可在低碳钢、不锈钢等金属板材上直接焊接相应的螺钉,具有操作过程简单、使用方便、焊接牢固且不变心的特点,可广泛用于桥梁工程、钢结构、造船、石油、装饰、建筑、压力容器、造船、锅炉制造、钣金件、高低压开关板配电箱等各种行业。
螺柱焊是将螺纹螺柱,针状物(如保温钉)或垫片(如接地端子)通过一个无需附加材料的电弧焊接在金属板上的焊接工艺。无需附加材料的电弧,指的是焊接电弧从引燃到放电过程中不需要其他引燃介质的帮助,在某些条件下需要一些帮助熔池更好成型的保护介质,例如气体保护螺柱焊时需要惰性气体屏蔽空气,瓷环保护螺柱焊时需要陶瓷环帮助熔池成型。
螺柱焊可分为两种,其一是电弧螺柱焊其二是电容放电螺柱焊,这两种设备的区别在于供电电压和燃弧时间长短的不同而已,前者是由弧焊电源进行供电,而后者是靠电容储能电源进行供电,燃弧的时间非常短,另外电弧螺柱焊经常使用焊剂和陶质套圈,而电容放电螺柱焊因燃弧时间较短,无需焊剂和外加保护,焊接时无需填充金属。
可以将多种规格的螺柱快速的焊接在金属表面上,而无需钻孔、铆接、弧焊及焊后热处理等一系列工序,焊接热影响小、母材无变形、变色、缩影、即使是薄壁工件、也不会损伤焊件,在保证稳定可靠的焊接同时也可充分满足母材背面的光洁度而达到更好的焊接品质。
设备紧凑耐用,所有零件都装在一个机箱内配有四只轮子使得焊机易于移动,前两只转向轮配有刹车,零件均经过饱和试验,所有系统可经受超长的耐力试验,电脑控制程序,焊接电流无极调节,固定电流控制,焊接时间无极调节,电晶体整流、电流显示器、电流反馈程序,温控空气冷却系统,凹陷的前后面板有利于保护电源和焊接插座,可旋转和锁定的焊接插头和插座,焊枪可配置夹头或配有焊枪提升装置可进行周期拉弧焊接。
螺柱运动的机械过程以及所属的电气过程见下图的说明。
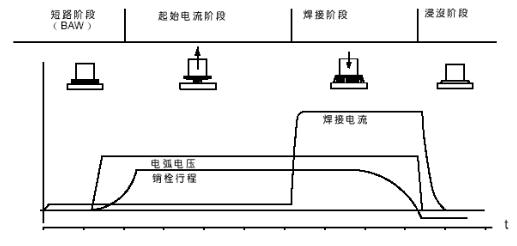
图 1 螺柱焊接的工艺过程
⑴、焊接工艺的前提条件是焊接螺柱接触工件表面(BAW),以便焊接回路随着启动命令的发出,通过螺柱和工件表面形成电气短路。
⑵、起始电流稳定后,焊枪的回程机构使螺柱离开工件,引燃起始电流的电弧。起始电流的电弧用于引燃主电弧。 起始电流的电弧用于引燃主电弧。
⑶、起始电流阶段结束之后接通主焊接电流,它将强化电弧,使得螺柱端面和工件表面溶化。
⑷、电弧在工件上以及螺柱端面生成一个溶池过程中,回程磁铁线圈断电,螺柱这时将被压力弹簧压入溶池。
⑸、随着螺柱浸入溶池,电弧熄灭,使得均匀得融体凝固,并且焊枪可以在焊接电流关断之后离开螺柱。
备注:焊接过程随着焊枪离开螺柱而结束,补加螺柱后才能重复焊接。
CD系列技术数据
输入电源电压:110/220VAC
电源频率:50-60Hz
相位:1
输入功率:500VA
输入额定保险:13A
电源:电解电容器
输出电压:25-200V直流
外壳:钢制机壳,粉末喷涂
防护等级:IP31
外形尺寸(长X宽X高包括提手):425x172x280mm66/99/132型
焊接速度:40/分钟
焊接数量(取决于输入电压和螺栓直径)
焊接范围:2mm-10mm
螺栓长度范围:标准可达35mm可展伸至任意长度
焊枪重量
接触式
间隙式
1.9KG
2.0KG
焊枪长度:202mm
焊枪电缆长度:3米(可加长至任意长度)
产品型号:CD99
标定电容量:99000uf
重量:17.5kg
焊枪类型:接触式焊枪、间隙式焊枪
焊接范围:低碳钢2-10mm
焊接范围:不锈钢2-8mm
焊接范围:铝合金2-8mm
焊接范围:锌材料2-8mm
螺柱焊机适用于低、中碳钢、不锈钢、铝、铜及其合金螺柱的焊接。可替代铆接、钻孔、手工电弧焊、电阻焊,克服了传统焊接易烧穿、烧焦、变色、变形有及焊后需处理的缺点。特别适用于薄板、镜面不锈钢等与螺柱的焊接。本机焊后无焊痕,接头强度好,操作简单方便,劳动强度低,生产效率高。
应用行业:高低压电柜、保险箱柜等各种金属柜的制造;仪器仪表,电梯制造、厨房设备制造、幕墙装饰、汽车制造、锅炉制造、造船、钣金等到行业。
维库电子通,电子知识,一查百通!
已收录词条937245个


