氩弧焊机是指在氩气保护下,利用钨电极与工件之间产生电弧熔化母材(若使用焊丝同时也熔化焊丝)的一种横街设备。氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。氩弧焊机按照电极的不同分为熔化极氩弧焊机和非熔化极氩弧焊机两种。
氩弧焊机按操作方法可分为钨极手工氩弧焊机、半自动和自动氩弧焊机等几种;按焊机种类可分为直流、交流、脉冲三种钨极氩弧焊机。它们的组成如下所示:
一、手工交流钨极氩弧焊机
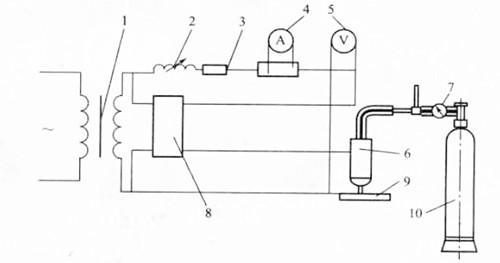
1-焊接变压器;2-扼流圈;3-稳定变阻器;4-交流电流表;5-电压表;6-焊枪;7-减压流量计;8-高频振荡器;9-焊件;10-氩气瓶。
二、手工直流钨极氩弧焊机
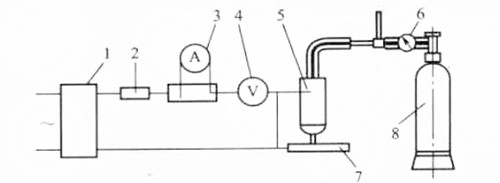
1-直流整流电源;2-稳定变阻器;3-直流电流表;4-电压表;5-焊枪;6-减压流量计;7-焊件;8-氩气瓶。
三、直流钨极自动氩弧焊机
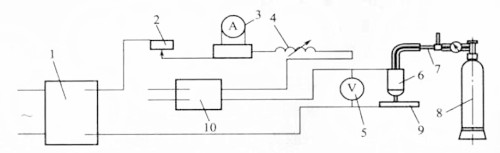
1-直流电源;2-可变电阻;3-直流电流表;4-扼流圈;5-电压表;6-焊枪;7-减压流量计;8-氩气瓶;9-焊件;10-高频振荡器。
四、熔化极自动氩弧焊机
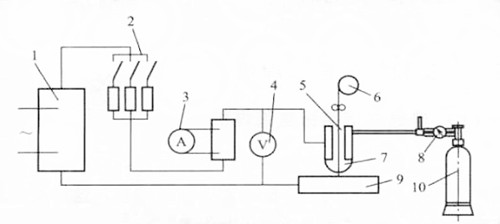
1-直流电源;2-稳定变阻器;3-直流电流表;4-电压表;5-送丝轮;6-焊丝盘;7-焊枪;8-减压器;9-工件;10-氩气瓶。
氩弧焊机在主回路,辅助电源,驱动电路,保护电路等方面的工作原理是与手弧焊机是相同的.在此不再多叙述,而着重介绍氩弧焊机所特有的控制功能及起弧电路功能.
氩弧焊机要求氩气先来后走,而电流则后来先走(相对气而言),这此都是通过手开关控制实现的.
当焊机主开关合上后,辅助电源工作,给控制电路提供了24V的直流电.手开关未合上时,24V直流电通过电阻R5使Q2导通,CW3525芯片的8脚经过T形滤波器(L5,C5组成,抗干扰用)对地短路,此时,CW3525处于封波状态,电路无输出;手开关合上时,24V直流电通过电阻R4,R8使Q1导通,Q2基极被拉低而关断,24V直流电通过电阻R6,R7使Q3导通继电器J3A吸合,使控制气体供给的电磁阀工作,给焊接供气.而8脚电位由于缓起动电阻,电容的作用缓慢增长,经过一定时间,CW3525开始工作,电路开始输出功率.这样,电流就较气延时供给延时时间由缓起动动阻,容值决定).
电磁阀为气体供给控制器件,当继电器J3A合上,电磁阀中的电感线圈获得电流,产生磁能,把铁块吸离气管管口,气体通过电磁阀供给焊接.
手开关控制电路中,电感线圈L1~L4及C1,C2起到防止干扰而使手开关误导通的作用.
手开关合上时,由于Q3导通继电器J3A吸合,电磁阀打开供气.辅助电源向电容C17充电.而由于热敏电阻RT4,RT5的限流,使得手开关不到于因电流过大而损坏;
2,焊接结束,手开关断开后,Q2导通,CW3525的8脚电位被拉低,电路停止输出,而C17上仍充有电能,它通过R6,R7放电供给Q3导通,保持电磁阀导通延时供气.实现了焊接对电流,气体的控制要求.
高频,高压电流的产生与控制
产生:氩弧焊机的起弧需要高压,为了能在手弧焊机的基础上产生高压并送到输出回路电路.
工作原理:
升压变压器;图中变压器为24:70,将307电压升高约3倍.
采用4倍压整流电路;如图(C11~C14,D11~D14)来产生高压:①当升压变压器(T1)初级流过一正脉冲电流时(电压值为U),N2产生一上正下负(正向)的感应电动势,并给电容C14充电,使电容C14的端电压也为U,;且由于线圈续流和D14的作用,在主变中无电流流过时,C14也不能放电;②升压变压器流过一等值的负脉冲电流时,在N2上产生一上负下正的感应电动势(值为U),给C11充电,使得C11上的压降VC11=VC14+U感应=2V,方向如图;③升压变压器T1再流过一正脉冲电流时,N2上又产生上正下负的感应电动势,这时,电容C13充电,端电压VC13=VC11+U感应-VC14=2V,方向如图;④升压变压器的电流方向再次改变,使得N2上的感应电动势方向为上负下正,这时,电容C12得到电能,且VC12=VC13+VC14-VC11=2V,方向如图,这样,在A,B间便形成了4U的压降.
高频振荡发生器:(由L3(N3),C5,放电嘴组成)
①A,B两点的压降达到4V(V为逆变器输出电压,约1KV),给电容C15充电;
②放电嘴因高压击穿放电,此时,相当于短路L3,C15;
③L3,C15产生高频振荡,f=L/2π√LC
④由于输出能量的不断补充,使得每隔一定时间,L3,C15便产生高频振荡电流,并通过T4次级输出到输出.由于T4上要通过高频高压的电流,其技术参数要求严格,它的质量是起弧难易,焊接效果的决定性因素.
输出回路中有高频高压电流后,保证了起弧,可如果防护不当,高频高压电流便会反向击穿二次整流中的整流管,甚至损坏主变T1初级线圈所联接的电路,而且,高频高压只是在起弧时使用,起弧后,便不再需要,所以,需适时断开高频高压发生器。
①防干扰控制:在输出端的正负极间接有压敏电阻与电容,其对于高频高压电流来说明相当于短路同时,正负端都接有抗高频的电感线圈,这样,就控制了高频高压电流反窜到二次整流的电路中,只在输出端形成回路.同时,接在正极与机壳间的电阻(压敏)和电容也能有效地防止高频电流及其它干扰.
②高频高压电流的产生与关断控制:高频高压电流的产生与关断都由继电器J控制,手开关全上时,把S2合上,这时,电路工作,输出约56伏的直流电压,它使继电器动作,吸合JA,使高频高压电路工作,产生高频高压电流输出,引起电弧,电弧一引起,输出回路便出现大电流,流经电抗器(电感线圈);由于电感的续流作用,能使电抗器正端电压降到很低的电位(甚至为负值),这时,继电器被可靠地断开,高频高压发生器停止工作,完成了对高频高压电流的控制.
WSE5系列交直流方波氩弧焊机
WSE5系列交直流方波氩弧焊机
WSE系列交直流多用氩弧焊机(动铁芯硅整流组件)
WS系列IGBT逆变式直流氩弧焊机
WS-250IGBT逆变式直流氩弧焊机
WS-315IGBT逆变式直流氩弧焊机
WS-400IGBT逆变式直流氩弧焊机
WS-500IGBT逆变式直流氩弧焊机
WSM-160逆变式脉冲直流钨极氩弧焊机
WSM-200逆变式脉冲直流钨极氩弧焊机
WSM-250逆变式脉冲直流钨极氩弧焊机
WSM-315逆变式脉冲直流钨极氩弧焊机
WSM-400逆变式脉冲直流钨极氩弧焊机
WSM-500逆变式脉冲直流钨极氩弧焊机专机类

1. 额定输入电压(V)三相交流,380V,50/60Hz
2. 输入电压范围(V)260V~460V
3. 额定输出容量(A)400A,36V
4. 输出空载电压(V)55V~80V
5. 负载持续率60%
6. 功率因数COSφ≥0.85
7. 效率η85%
8. 绝缘等级H
9. 外形尺寸(mm)540X255X540
10.净重(Kg)29
11.参数存储区(个)30药皮焊条手工焊参数
12.电流(A)10-40013.
维库电子通,电子知识,一查百通!
已收录词条937245个


