PLC是一种专门在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围设备都应按照易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
可靠性高,抗干扰能力强
PLC用软件代替大量的中间继电器和时间继电器,仅剩下与输入和输出有关的少量硬件,接线可减少到继电器控制系统的1/10~1/100,因触点接触不良造成的故障大为减少。
高可靠性是电气控制设备的关键性能。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。一些使用冗余CPU的PLC的平均无故障工作时间则更长。从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除PLC以外的电路及设备也获得故障自诊断保护。这样,整个系统具有极高的可靠性也就不奇怪了。
硬件配套齐全,功能完善,适用性强
PLC发展到今天,已经形成了大、中、小各种规模的系列化产品,并且已经标准化、系列化、模块化,配备有品种齐全的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。PLC的安装接线也很方便,一般用接线端子连接外部接线。PLC有较强的带负载能力,可直接驱动一般的电磁阀和交流接触器,可以用于各种规模的工业控制场合。除了逻辑处理功能以外,现代PLC大多具有完善的数据运算能力,可用于各种数字控制领域。近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
易学易用,深受工程技术人员欢迎
PLC作为通用工业控制计算机,是面向工矿企业的工控设备。它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
系统的设计、安装、调试工作量小,维护方便,容易改造
PLC的梯形图程序一般采用顺序控制设计法。这种编程方法很有规律,很容易掌握。对于复杂的控制系统,梯形图的设计时间比设计继电器系统电路图的时间要少得多。
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。更重要的是使同一设备经过改变程序改变生产过程成为可能。这很适合多品种、小批量的生产场合。
体积小,重量轻,能耗低
以超小型PLC为例,新近出产的品种底部尺寸小于100mm,仅相当于几个继电器的大小,因此可将开关柜的体积缩小到原来的1/2~1/10。它的重量小于150g,功耗仅数瓦。由于体积小很容易装入机械内部,是实现机电一体化的理想控制设备。
一. 扫描技术
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
(一) 输入采样阶段 在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
(二) 用户程序执行阶段
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
在程序执行的过程中如果使用立即I/O指令则可以直接存取I/O点。即使用I/O指令的话,输入过程影像寄存器的值不会被更新,程序直接从I/O模块取值,输出过程影像寄存器会被立即更新,这跟立即输入有些区别。
(三) 输出刷新阶段
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
世界各国生产的可编程控制器的外观各异,但作为工业控制计算机,其硬件结构都大体相同。主要由中央处理器(CPU)、存储器(RAM、ROM)、输入输出器件(I/O接口)、电源及编程设备等构成。
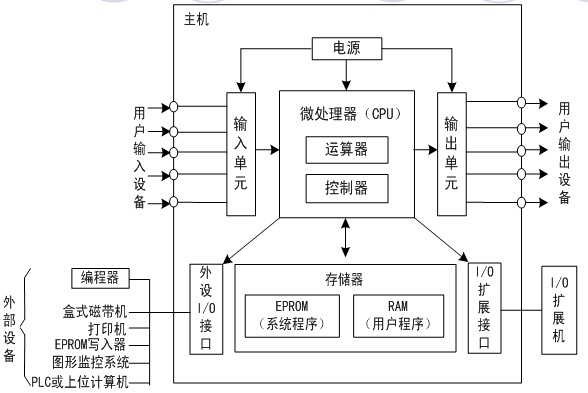
(一)中央处理器(CPU)
中央处理器是可编程控制器的核心,它在系统程序的控制下,完成逻辑运算、数学运算、协调系统内部各部分工作等任务。
(二)存储器
存储器是可编程控制器存放系统程序、用户程序及运算数据的单元。可编程控制器的存储器可分为只读存储器(ROM)和随机读写存储器(RAM)两大类,ROM是用来存放保存的系统程序,RAM一般用来存放用户程序及系统运行中产生的临时数据。可编程控制器的存储器区域按用途不同,又可分为程序区及数据区。
(三)输入输出接口
输入输出接口是可编程控制器和工业控制现场各类信号连接的部分。生产现场对可编程控制器接口的要求是:一要有较好的抗干扰能力,二是能满足工业现场各类信号的匹配要求
1、开关量输入、输出接口
2、模拟量输入、输出接口
3、智能输入输出接口
(四)电源
可编程控制器的电源包括为可编程控制器各工作单元供电的开关电源以及为掉电保护电路供电的后备电源,后备电源一般为电池。
(五)外部设备
1、编程器
编程器除了编程以外,还具有一定的调试及监控功能,能实现人机对话操作。
可编程控制器的编程设备一般有二类,一类是专用的编程器,另一类是个人计算机。
宋体2、其他外部设备
PLC还配有其他一些外部设备:
(1)盒式磁带机,用以记录程序或信息。
(2)打印机,用以打印程序或制表。
(3)EPROM写入器,用以将程序写入到用户EPROM中。
(4)高分辨率大屏幕彩色图形监控系统,用以显示或监视有关部分的运行状态。
(一)可编程控制器的软件分类
可编程控制器的软件包含系统软件和应用软件二大部分:
1、系统软件
系统软件包含系统管理程序,用户指令的解释程序,另外还包括一些供系统调用的专用标准程序块等。
2、应用软件
应用软件也叫用户软件。是用户为达到某种控制目的,采用厂家提供的编程语言自主编制的程序。
(二)应用软件编程语言的表达方式
1、梯形图(Ladder diagram)
梯形图语言是一种以图形符号及其在图中的相互关系表示控制关系的编程语言
2、指令表(Instruction list)
指令表也叫做语句表,是程序的另一种表示方法。指令表中语句指令依一定的顺序排列而成
3、顺序功能图(Sequential function chart)
顺序功能图常用来编制顺序控制类程序。它包含步、动作、转换三个要素
4、功能块图(Function block diagram)
功能块图是一种类似于数字逻辑电路的编程语言
5、结构文本(Structured text)
利用编程语言的编程方式叫做结构文本
开关量逻辑控制
模拟量控制
运动控制
数据处理
通讯及联网
维库电子通,电子知识,一查百通!
已收录词条937245个


