平面磨床数控系统整体采用LCD蓝屏液晶显示,内置有软件PLC,使用国际标准数控语言——ISO代码标准,并开发有数控平面磨床专用磨削指令,简化了编程步骤,操作简单直观,维护方便。另外,系统针对数控磨床安全高精的特点,可与多种高精伺服驱动单元配套,并采用半闭环(可实现全闭环)控制方式实现0.1μ级精度控制,保证了控制的稳定及加工的高精度。
平面磨床相对于车床、铣床等采用数控系统较晚,因为它对数控系统的特殊要求。近十几年来,借助CNC技术,磨床上砂轮的连续修整,自动补偿,自动交换砂轮,多工作台,自动传送和装夹工件等操作功能得以实现,数控技术在平面磨床上逐步普及。在近年汉诺威、东京、芝加哥、及国内等大型机床展览会上,CNC磨床在整个磨床展品中已占大多数,如德国BLOHM公司,ELB公司等着名磨床制造厂已经不再生产普通磨床,日本的冈本、日兴等公司也成批生产全功能CNC平磨,在开发数控平磨的同时,积极发展中、低档数控平磨。
前几年德国ELB公司生产的BRILLIANT系列二坐标CNC成型磨床,其垂直和横向为数控轴,纵向为液压控制,砂轮修整采用安装在工作台上的金刚石滚轮,适用范围较广;SUPER-BRILLIANT系列是三坐标CNC平面和成型磨床,床身用天然花岗岩制成,几何精度极高,导轨用直线滚动导轨,机械驱动无反冲,从而保证工件有较好的表面光洁度;BRILLIANT-FUTURE为以上二个系列的改进产品,床身用人造花岗岩制作,纵向用静压导轨,齿形带传动,垂直和横向导轨为预加荷直线滚动导轨,滚珠丝杠传动,三轴CNC控制AC伺服电机,0.5μm的测量分辩率。同时ELB公司开发了具有当代技术的磨床产品,即以机电一体化和计算机技术为基础的CAM-MASTER系列柔性磨加工单元,CAD-MASTER系列和COMPACT-MASTER系列磨削加工中心,控制轴最多可达到24轴,另外由于全面推行模块化设计,使专用磨床制造周期缩短,ELB公司还开发了多种高效专用磨床,如SFVG100/2专用磨床,具有可倾斜磨头,连续修整,缓进给,斜切入磨削功能,用十一根CNC控制轴,如同一台磨加工中心。英国JONES&SHIPMAN公司与美国A-B公司开发了A-B8600数控系统用于FORMAT5型数控平磨,由CNC控制液压阀,驱动纵向可调速运动,横向与磨头进给用滚珠丝杠副,直流伺服电机驱动,间断式砂轮修整,CRT图形模拟显示。同时还可以配用其他型号的数控系统,以满足不同用户的要求。
目前,随半导体集成度的不断提高,新推出的系统在外型上越来越小,结构上越来越紧凑,功能上增加了远程通讯,远程诊断,多机联网等等;操作界面向WINDOWS系统靠近,增加鼠标,摇控器等操作件。
FANUC公司今年主要推出18I、16I、20I、21I系统,SIEMENS是840D、810D、802D均为结构紧凑型系统。还有一些厂商如:台湾精密机械研究发展中心开发的PA8000NT系列CNC控制器,就使用了WINDOWSNC操作系统,和NT即时多工处理核心,单节程序处理速度达2000块/秒,单节预读处理数可达1000块,具有AART(预适应调节技术)及参数化学习功能,可使跟随误差趋近于零,软件加工路径滤波器可降低切削过程中,因加速度变化过大所产生的机械共振,从而改善表面粗糙度;配用伺服灵活,具备+、-10V类比伺服界面,同时提供国际标准的SERCOS数字伺服通讯界面;PLC程序设计有梯形图、结构语句、功能块、指令码、流程图等五种语法,便于设计、沟通和维护;具有计算机远程通讯,即时远程维护功能;控制轴和主轴最多可扩展到64轴,I/O点可扩展到792/528点,采用奔腾处理器,高速PLC处理速度达到25K。
世界上除有名的SIEMENS、FANUC等数控系统厂已经开发生产了许多适用于平面或成型磨削的系统外,一些平磨生产厂本身也积极开发了适用于其磨床的数控系统。
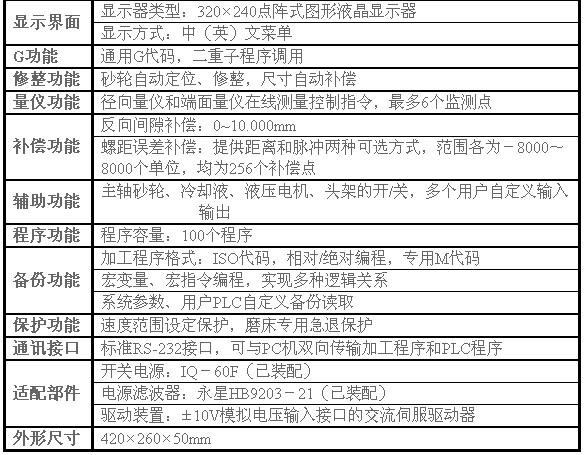
系统可控轴数标准配置为2轴,可扩展为3轴,外加一个液压轴控制;
最小显示及设定单位0.001mm;
标准ISO代码程序段,相对/编程,磨床专用指令;
特别适用于磨削加工的缓进给及速度平滑设计,适合速度的实时调节;
位置超差保护,软件/硬件超程保护,驱动器报警检测;
S曲线自动加减速,加减速时间参数可调;
宏变量、宏定义编程,实现多种逻辑关系;
自动砂轮修整与磨削尺寸修正补偿;
内嵌式软件PLC;
磨床专用安全保护措施;
系统参数、用户PLC程序用户自定义备份读写功能;
外接量具闭环控制功能。
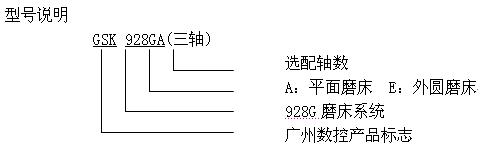
1、平面磨床数控系统型号说明
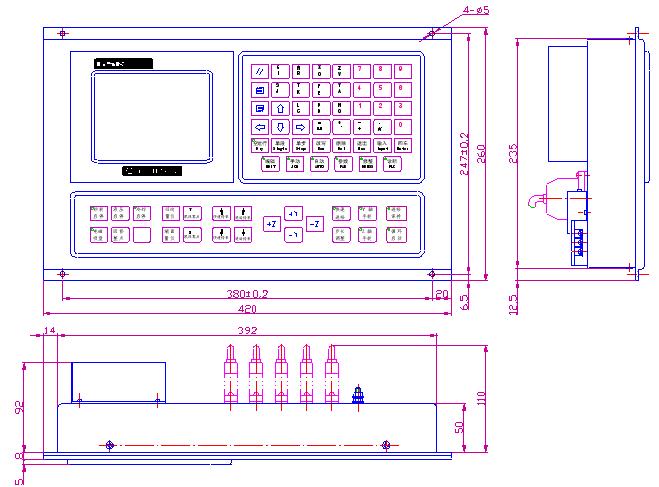
2、平面磨床数控系统外形
维库电子通,电子知识,一查百通!
已收录词条937245个


