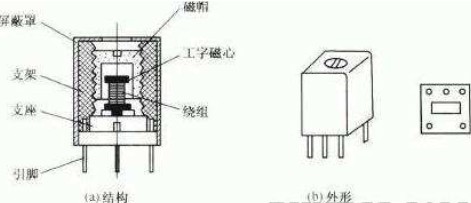
中频变压器(俗称中周) ,是超外差式晶体管收音机或彩电等产品中特有的一种具有固定谐振回路的变压器,但谐振回路可在一定范围内微调,以使接入电路后能达到稳定的谐振频率(465 kHz) 。微调借助于磁心的相对位置的变化来完成。
收音机中的中频变压器大多是单调谐式,结构较简单,占用空间较小。由于晶体管的输 入、输出阻抗低,为了使中频变压器能与晶体管的输入、输出阻抗匹配,初级有抽头,且具 有圈数很少的次级耦合线圈。 双调谐式的优点是选择性较好且通频带较宽, 多用在高性能收音机中。
晶体管收音机中通常采用两级中频放大器, 所以需用三只中周进行前后级信号的耦合与传送。实际电路中的中周常用BZ1、BZ2、BZ3符号表示。在使用中不能随意调换它们在电路中的位置。
1.使用万用电表调中频变压器----人耳对声音的大小分辨能力很差,加上有了自动音量控制电路,单凭耳朵听声音大 小去调中频变压器很难调好,于是我们使用自动音量工作的原理,用万用的电流档来调中频变压器.原理是:当三个中频变压器统调 在某一频率时,输入检波二极管的中频信号最强,检波后的直流分量也,自动音量控制作用越强,使被自动 音量控制电路控制的中放管(通常是中放)集电极电流最小,即工作点下降到点.在集电极回路中窜 入万用电表量程 1 毫安档,为了不影响该级的工作,电流表接一个 0.047 微法的电容对中频旁路,电流表并接的 1K 电位器,是利用他的分流作用便于调整电流表量程的满度.
调整中频变压器时,在中波段低端收听一个电台,利用改变收音机方向以减少电台信号的方法使信号不至于过强. 然后,用塑料起子由后向前依次调整三个中频变压器的磁心,都使电流表的指示电流最小,反复调整几次,直到电流表 的电流无法进一步减少时为止,中频变压器就调好了.
根据同样的原理,我们还可以利用测中放管发射极电压的方法来鉴别中频变压器频率是否正确.用万用表电 压 2.5 伏档测量中放发射极电阻上的压降,调中频变压器磁心,使无信号时检波二极管的输出端对地为负级,将 万用表的红笔接地进行测试(读数实际为负).当无信号输入时,表针偏转在 0.1--0.2 伏左右,当有信号的时,表针 将向零值下降,信号越强下降越多,甚至表针反走(这时可将黑笔接地再试),调节中频变压器到万用表上反映信号认 为最强为止.一般在强信号时检波管输出电压变正,越 0.3 伏左右,如果过大可能时中频变压器发生自激.
在业余条件下想把三个中频变压器调准在 465KC 是比较困难的,我们可以利用两个现象来判断三个中频变压器是否偏 离 465KC 太多而需要重新调整,以为稍偏离 465KC 对我们的接收效果影响极微.如果三个中频变压器谐振频率大大 高于 465KC 而接近中波段低频 535KC,那么收音机在中波段的低端就会发生啸叫,而且选择性将降低.遇到这 种情况,可适量振荡线圈的电感(磁心旋进)并重调中频变压器.如果三个中频变压器谐振频率比 465KC 低很多,就会产 生像频干扰(在收音机的几个刻度上出现同一个电台播音),发生这种现象,可以适当减少振荡线圈的电感(磁 心旋出)并重调中频变压器,按上述步骤调整多次,达到满意为止.
1.不使用仪器调中频变压器----手头没有万用表的话,不妨用这样的方法来调中频变压器:如果所用的中频变压器时新的,它们一般都经过出厂检验,调准在中频 46 5 千赫.在这种情况下调整工作就较简单.调整的方法是:打开收音机,随便收听一个电台,用手捏起子或用导线 将可变电容器的两组定片(即密封双联外面露出的四个螺帽)分别对地短路,收音机应立即停止发音,或者声 音显着减弱,这说明变频级与本机振荡部分都在工作,收到的广播是经差频后(即中频)输出到后级去的,这是 就可以调整中频变压器.如果将双联可变电容的振荡连定片对地短路还能收音.这说明通过中放级的不是差频后的 中频信号,象直接放大式收音机那样直接传到后级去的,这是若调中频变压器不仅调不好,反而会调乱.
经过短路试验证明变频,本振都在工作,就可开大音量电位器,旋动双联可变电容,听一听是否能够收到电台 播音,收不到时,再加接机外天线试试.如果收到电台,移动磁棒上的线圈,时声音,然后用起子(用电木, 朔料,例如牙刷柄或竹片,防止人体感应)调中频变压器内的磁心,一边缓慢左右微调中频变压器磁心,一边听声音的大小,从 第三中频变压器调起,由后向前,反复调 2-3 次,直到声音最响为止.在调整过程中,应随时转动电位器.使声音不要太大, 以免人的耳朵对很响的声音变化难以分辨出大小.同时,我们用来调整中频变压器的电台不能太强,以免再自动音量 控制作用下,中频变压器偏调很大范围,音量却不发生变化.为此,我们可以先调强台,然后调弱台,或转动收音机的方 向以减少输入信号,都调到声音最响,于是三个中频变压器就能比较统一了.
如果中频变压器是自制的或者是旧的已经调乱,可找一台已经调好正常收听的收音机作为标准,用它作为中频信号 源.先准备一个 30 厘米长的双绞线,利用其双线作为电容偶合,一个接入标准收音机的第三中频变压器次级取得中频 信号,另一根接在被调收音机的双联信号定片上,连通两机地线,这时用变频管做中放来调整中频变压器.也可以用单 根导线引出中频信号,再靠近或绕在被测收音机的磁性天线上,让中频信号感应到被测收音机(并将双联全部 旋进).接好后,打开两台收音机电源,用标准机收一电台,听被调收音机时声音,由后向前逐个调整中频变压器磁心,反 复细调 2-3 次.都调到声音最响为止.
如果中频变压器调得很乱,连一点播音声音都听不到,首先用手捏金属起子,分别碰触各晶体管的基极,听扬 声器发出"咯咯"声的大小来检查各级工作点是否合适.在认为各级均在工作时,就用机外天线不断碰触地线, 同时调整中频变压器,使扬声器中听到"咯咯"声最响,再按照上述的方法调整
使用的外接天线,应注意绝缘和防雷.在有农村有线广播的地方,可以将天线缠在舌簧喇叭的广播线上,利用 电线之间的电容偶合,以增强天线的接收能力,这样,等于天线有效高度加长,一般可以达到满意的效果.
1外观
1.1 标准:
①表面清洁无异物,无破损、裂痕。
②外壳无松动、变形、锈蚀。
③引脚无锈蚀、氧化、脏污。
④定位面应成一平面。
1.2 试验方法:目测法。
2 标志
2.1 标准:应符合“部品规格书”的要求。
2.2 试验方法:目测法。
3 结构尺寸(单位均为mm)
3.1标准:元件外形尺寸应符合“部品规格书”的要求。
3.2 试验方法:目测法。
3.3 试验设备:游标卡尺。
4电感量(适用于仅有电感量指标的中周)
4.1标准:应符合“部品规格书”的要求。
4.2 试验方法:用以下试验设备测量样品电感量。
4.3 试验设备:LCCG-1电感电容测试仪、MQ-1601 Q表。
5电感量可调范围(适用于有电感量可调范围指标的中周)
5.1标准:应符合“部品规格书”的要求。
5.2 试验方法:调节样品磁芯,并用以下试验设备测量电感量的值和最小值。
5.3 试验设备:无感起子、LCCG-1电感电容测试仪。
5 空载Q值(适用于无电容的中周)
5.1标准:应符合“部品规格书”的要求。
5.2 试验方法:
①用MQ-1601 Q表测量样品空载Q值。(适用于仅有电感量指标的中周)
②将样品在LCCG-1电感电容测试仪上调至标称电感量,再用MQ-1601 Q表测量样品空载Q值。(适用于有电感量可调范围指标的中周)
5.3 试验设备:无感起子、LCCG-1电感电容测试仪、MQ-1601 Q表。
6中心频率(适用于仅有中心频率指标的中周)
6.1标准:应符合“部品规格书”的要求。
6.2 试验方法:用以下试验设备测量样品中心频率。
6.3试验设备:BT5-A扫频仪、VP-8179B10信号发生器。
7频率可调范围(适用于有频率可调范围指标的中周)
7.1标准:应符合“部品规格书”的要求。
7.2 试验方法:调节样品磁芯,用以下试验设备测量样品频率值和最小值。
7.3试验设备:无感起子、BT5-A扫频仪、VP-8179B10信号发生器。
8 空载Q值(适用于内附电容的中周)
8.1标准:应符合“部品规格书”的要求。
8.2 试验方法:
①在中心频率谐振点挑出样品中峰值和各一只样品。
②去除电容,用以下试验设备测量样品空载Q值。
8.3试验设备:无感起子、BT5-A扫频仪、VP-8179B10信号发生器、MQ-1601 Q表。
9 温度系数(适用于内附电容的中周)
9.1标准:应符合“部品规格书”的要求。
9.2 试验方法:
①将中周调在中心频率左右,插入恒温箱测试工装上,关上烘箱门稳定30分钟后。测量常温下的中心频率f0,并记录此时的常温温度T0。
②将恒温箱温度调至高温温度,稳定30分钟后测量高温中心频率f1,并记录此时的高温温度T1。
③其温度系数α为:α(ppm/℃)=[(f1- f0)×106]/[ f0×(T1- T0)]。
9.3试验设备:无感起子、恒温箱、BT5-A扫频仪和VP-8179B10信号发生器。
10 可调节性
10.1 标准:无滑牙、卡死、磁芯碎裂等现象。
10.2 试验方法:用以下工具在样品可调范围内调节中周。
10.3 试验设备:无感起子。
11 耐电压
11.1标准:应无击穿。
11.2 试验方法:按部品规格书的测试要求,耐压测试仪选择规定的漏电流档。
11.3试验设备:TOS5051耐压测试仪。
12 绝缘电阻
12.1标准:应符合“部品规格书”的要求。
12.2 试验方法:按部品规格书的测试要求,绝缘电阻测试仪选择部品规格书规定的电压档。
12.3试验设备:NF2511A绝缘电阻测试仪。
13可焊性
13.1 标准:沾锡后锡层表面光滑、连续,无针孔、发黑和未着锡处。
13.2 试验方法:
①采用焊槽法,焊槽槽温:235±5℃。
②浸渍时间:2±0.5s。浸入深度为锡面离定位面0-1.5mm。
13.3 试验设备:
①PS-2000A型浸锡机或相当功能仪器。
②秒表。
14耐焊接热
14.1标准:浸渍后不影响中周在可调范围内调节,引脚应无松动和损伤。
14.2试验方法:
①采用焊槽法,焊槽槽温:260±5℃。
②浸渍时间:应在不超过1s的时间内,将引出端长度的二分之一浸入焊槽内,浸渍时间5±1s。
③取出待恢复1小时后,用以下试验设备检查可调范围内中周的可调节性。
④检查外观。
14.3试验设备:
①PS-2000A型浸锡机或相当功能仪器。
②秒表。
③无感起子。
④LCCG-1电感电容测试仪、BT5-A扫频仪和VP-8179B10信号发生器。
维库电子通,电子知识,一查百通!
已收录词条937245个


