单片机拨码开关的定义是一个多位BCD编码拨动开关!里面每个开关都有一块电路板,通过印刷电路图案产生BCD编码,每一位开关下面的4个管脚输出相应的BCD码。

拨码开关种类很多,目前广泛使用的主要有两种,它们都是十进制输入,但输出有别,一种是BCD码(即二——十进制)输出,另一种是十进制输出。作为人机接口使用的最方便的是十进制输入/BCD码输出的拨码盘开关。每片拨盘可代表一位十进制数,需要几位十进制数可选择几片BCD码拨盘拼接,如四片BCD拨码盘拼接可得四位十进制输入拨码组。每个BCD拨码盘后面有5个接点,其中A为输入控制线,另外4根是BCD码输出信号线。拨盘拨到不同的位置时,输入控制线A分别与4根BCD码输出线中的某根或某几根接通。其接通的BCD码输出线状态正好与拨盘指示的十进制数相一致,符合二——十进制编码关系。十进制输出的拨码开关原理比较好理解,这种拨码开关的每片拨盘也具有0—9十个位置,每个位置也有相应的数字显示,代表拨盘输入的十进制数。拨码盘后面共有11个接点,其中A为输入控制线,另外10根是输出信号线。拨盘拨到不同的位置时,输入控制线A分别与10根输出线中的某一根接通,且只能与一根接通。
◆材料
●盖:PBT蓝、红、黑
平拨式
●座:PBT黑
●滑块:POM白
●端子:镀金磷铜
◆产品特征
●使用具有良耐热性和抗化学性能的工程塑料,
●标准的镀金接点确保可靠性和长寿命性。
●开关通断时可自动清洁触点。
●广泛使用于数据处理、通信、遥控和防盗自动警铃系统等需要手动程式编制的产品上。
◆焊工焊接
●手工焊接
使用30W以下电烙铁在350℃不超过3秒,270℃时不超过5秒 琴键式
●波峰焊
240℃时不超过20秒,在焊接和清洁过程中开关处于断开状态。
◆特性
●接点容量
切换…………………………25mA,24VDC
接通时………………………100mA,50VDC
●接触电阻
初始值………………………50mΩ 24VDC/100mA
寿命测试后…………………100mΩ typical,24VDC/100mA
绝缘电阻……………………≥100MΩ,500VDC
绝缘强度……………………500VDC RMS min.
操作力………………………1000g Max
●操作寿命
机械…………………………3000次 直角式
电气…………………………2000次
使用环境温度………………工作/贮存:-25℃~70℃
●关于使用场所
·请勿在产生燃气(氨气、氯气、二氧化硫等) 的场所使用。
·由于不具备防滴性, 因此, 请勿在滴水、滴油的场所使用, 也不要在手上粘了水、油时进行操作。
·特别是在沙尘飞扬的场所, 请设置防尘罩, 并进行提高防尘性的处理。
●关于保管场所
在高温、高湿环境下保管及在常温下长期保管容易使端子部发生氧化反应, 造成焊接部位故障。
请避开高温、高湿环境保管, 尽早使用。
●关于使用
·关于布线作业
布线完成以后, 请确保适当的绝缘距离。
·关于开关的设置
经常在按下状态下使用, 会加速零件老化, 引起特性变化, 因此请避免该操作。
·通电状态下请勿触摸充电部。
·请勿在一个开关上连接多个电源。将会导致电路的误动作和短路。
·如果要修改数值设定, 请勿用湿的手指或在手上粘有油、异物时操作操作按钮。
·如果要清除成型树脂外壳等表面污物, 建议您使用酒精。
但请注意, 切勿使酒精渗入内部。
·请勿使用稀释剂等会渗入树脂的溶剂。
·连接开关单元时, 请将各外壳的凸出部和凹陷部接合。
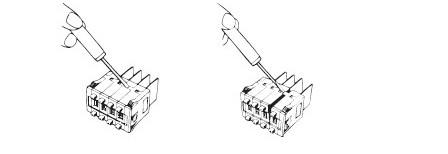
·拆除连接时,如下图所示, 请使用螺丝刀,拆下上下卡爪后进行拆卸。
·请勿同时按下推进操作式按钮的。
·掉落可能会造成端子变形、印刷基板破损、及用于连接开关侧的树脂卡爪折断等,
因此请注意, 切勿使其掉落。
●关于印刷基板用端子型
·使用印刷基板用端子型时, 印刷基板的端子插孔应为φ1mm 以上。
·使用印刷基板用端子型时,请勿用力过大。尤其是, 一旦坠落,
会导致端子变形和破损, 因此请勿使其坠落。

●关于接插件
·插入接插件时, 请按接插件的箭头方向向上安装。
·接插件的插入载重如下,每个A7B-C单元约为14.7N、NRT-C约为34.3N。
●关于焊接
焊接布线基板时, 请注意以下几点:
·自动焊接
如果整个清洗, 助焊剂会进入内部, 造成接触不良或旋转不良等, 因此请勿整个清洗。
另外, 清洗助焊剂清洗时, 请如图1所示倾斜80°以上, 仅用浸了溶剂的刷子刷洗背面。
也可以仅用溶剂浸润反面后用刷子清洗。
·浸焊
在涂敷助焊剂溶液的工序中浸渍时间应为2秒以下, 并且如图2所示,
请勿使助焊剂覆盖到布线基板上面。用刷子涂敷的方法比较不容易渗入。
但是如图1所示, 此时请倾斜80°以上。关于助焊剂的清洗, 与上述“自动焊接” 相同。

·使用烙铁时
请在30W、350℃、3秒以内进行焊接。
清洗时, 同上。
锡焊时、以及其后的3分钟内, 请勿向端子施加力。否则会导致导通或动作不良。
·请不要让焊接用助焊剂及酒精侵入开关内部。
维库电子通,电子知识,一查百通!
已收录词条937245个

